
When industrial buyers evaluate a MIG welding supplier, the first question is often simple: can this factory weld the part? In practice, that is not enough. For real production projects, the better question is whether the provider can keep weld quality stable across different materials, thicknesses, seam types, and batch sizes while still meeting delivery and traceability requirements.
That is what separates a general welding workshop from a true industrial MIG welding provider. A capable supplier should not only understand gas shielded welding as a process, but also know how to apply it to specific industrial parts, from thin sheet assemblies to thick plate structures. On Hehua Machinery’s MIG Welding, the process is presented as a solution for high-speed deposition, low spatter, all-position welding, and broad material compatibility. For industrial buyers, those are the right points to start with, but they need to be examined in terms of production use, not only machine capability.
One of the clearest signs of a strong industrial welding provider is process range. Industrial projects do not all look the same. Some involve thin automotive-style sheet parts, others require medium-thickness structural weldments, and some demand multi-layer welding on very thick steel sections.
Hehua’s process introduction shows a wide working range for gas shielded welding. The page states that the process can handle plate thickness from 0.8 mm up to 60 mm with multi-pass welding. That is important because it means the process is not limited to one narrow product category. It also means the supplier is prepared to support more than one type of industrial customer.
For buyers, this matters because a reliable provider should be able to explain where MIG welding is effective across different part families, not just say that the workshop owns welding machines. The broader and more structured the process range, the more likely the supplier can support mixed project requirements.
In industrial fabrication, efficiency matters because welding is often one of the most time-sensitive steps in the process. If the weld rate is too slow, the entire project becomes harder to scale. If the provider compensates by pushing output without process control, quality suffers.
Hehua states that with 1.2 mm solid wire at a current of 300 A, gas shielded welding can achieve a deposition rate of 5 kg/h, which is described as three times faster than manual arc welding.
This point is worth paying attention to because industrial buyers are not only purchasing weld quality. They are also purchasing production efficiency. A capable MIG welding provider should be able to convert welding capability into practical cycle-time support for batch production. That does not mean the fastest weld is always the best weld. It means the provider understands how to build productivity into a controlled process.
Another thing to look for is how many material systems the provider can handle with confidence. Industrial projects often involve more than one material family, and some programs mix structural steel, stainless steel, aluminum, or even dissimilar combinations.
Hehua’s page lists carbon steel, stainless steel, aluminum, copper silicon alloy, and dissimilar steel such as Q355 plus 304L as compatible materials for one-pass forming.
That is a meaningful point for supplier evaluation because different materials create different welding risks. Carbon steel work may focus on deposition efficiency and penetration. Stainless steel may require tighter spatter and appearance control. Aluminum projects depend more heavily on porosity prevention, heat management, and deformation control. Dissimilar steel applications require the provider to understand compatibility and process stability at a deeper level.
A reliable industrial MIG welding provider should be able to talk clearly about these differences rather than treating all welded parts as similar.
A supplier becomes more useful when its welding capability matches the shapes that industrial customers actually order.
Hehua lists butt welds, fillet welds, lap welds, circumferential seams, and 3D curved seams among its supported weld types. It also specifies all-position welding, including flat, horizontal, vertical, overhead, and full circumferential welding.
This matters because many industrial parts do not stay in a convenient welding position. Motor bases, battery shells, machine structures, and construction machinery parts often include seams that change orientation. A supplier that only performs well on simple flat welds may struggle when the seam becomes more complex.
For buyers, weld type coverage is not just a technical detail. It is a sign of how adaptable the provider is when the part geometry becomes less standard.
An industrial MIG welding provider should not be judged only by the size of its machines. More useful is whether the equipment setup matches different project needs.
Hehua’s page presents four different equipment arrangements. The Fronius TPS 500i Pulse with FANUC M-20iA is used for carbon steel and stainless steel from 0.8 mm to 8 mm, with spatter of no more than 1 g/min. The Lincoln Power Wave S500 with KUKA KR30 HA is positioned for aluminum-magnesium alloy from 1 mm to 12 mm with robot repeatability of ±0.02 mm. The MAG robot island with 3 × 500 A double wire is intended for 60 mm thick plate multi-layer welding and is described as improving cycle time by 40 percent, especially for construction machinery boom parts. The six 350 A handheld CO₂ stations are used for prototype repair, first-piece verification, and real-time current and voltage acquisition.
This is the kind of structure buyers should look for. It suggests that the provider does not rely on one universal welding cell for every job. Instead, the process is matched to thin materials, aluminum work, thick plate fabrication, and prototype support separately.
Industrial buyers do not only need welds that hold. They often need welds that can move directly into the next stage of production without excessive grinding, repair, or cosmetic correction.
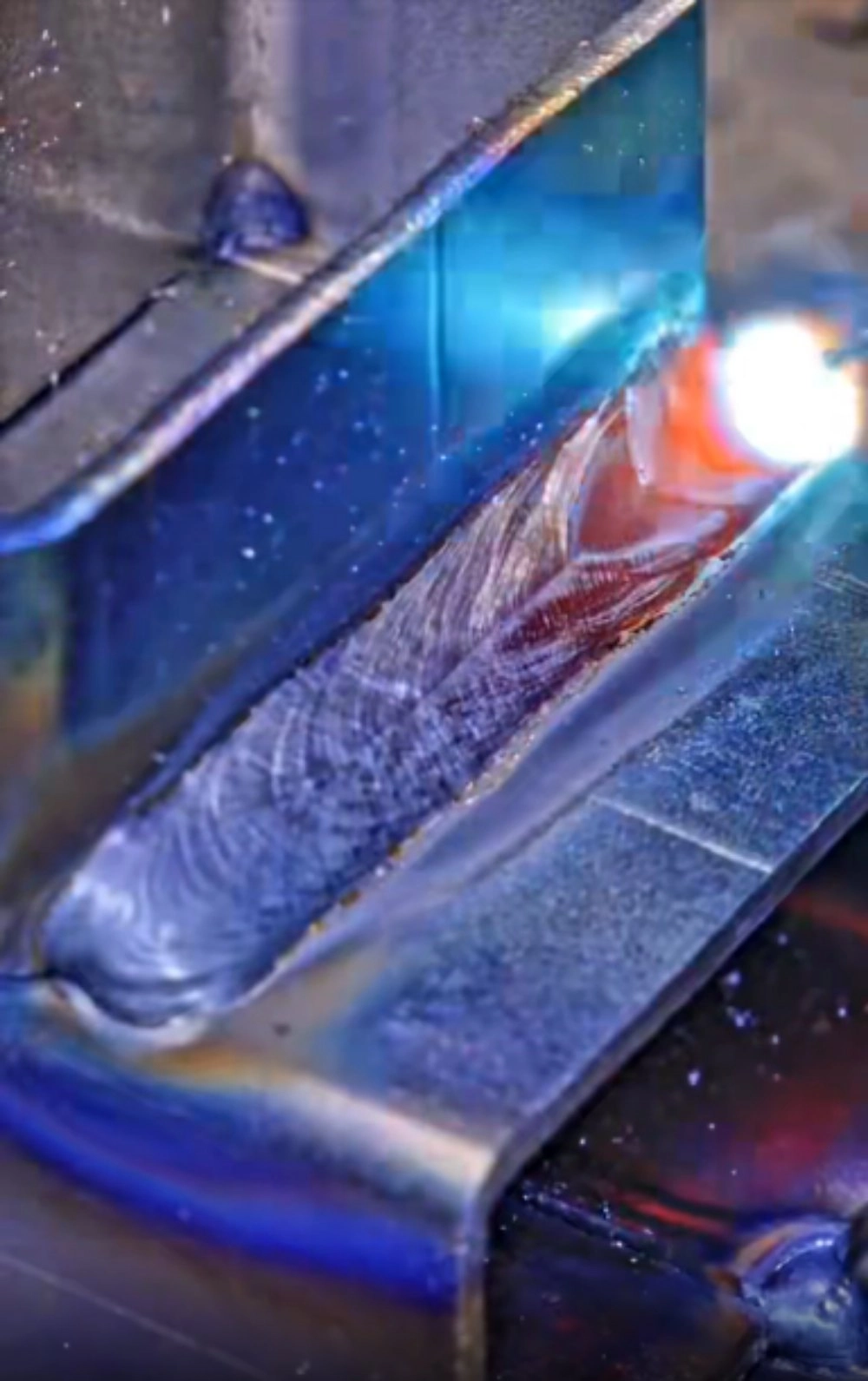
Hehua describes the process as low spatter in pulse and dual-pulse modes, with spatter amount of no more than 1 g/min and almost no cleaning required after welding. The capability table also states that the surface should be free of pores and undercuts, with Ra ≤ 2.5 μm and paint-ready condition.
These details matter because in industrial production, post-weld cleanup can easily become hidden labor. A supplier that controls spatter, porosity, and undercut more effectively can deliver parts that move faster into coating, assembly, or final inspection.
A strong provider should be able to show application cases that reflect different industrial uses.
Hehua’s first case is a WEG motor base MAG ring seam made from 4 mm Q355B hot-rolled plate with 400 mm diameter. The page states that the seam uses single-side welding and double-side forming, with MAG pulse 280 A, 80 percent Ar plus 20 percent CO₂, and robot speed of 0.6 m/min. The result is 4.5 mm penetration, no undercut, X-ray Grade I film rate of 99 percent, and monthly production of 50,000 pieces.
The second case is continuous MAG welding of a new energy battery aluminum shell using 3 mm 6061-T6 extruded profile. It uses double pulse 220 A, Ar plus He mixed gas, and interlayer temperature of no more than 80°C. The result is deformation of no more than 0.3 mm and helium leak detection of ≤1 × 10⁻⁶ Pa·m³/s, with 800,000 pieces produced in batch without leakage.
The third case is multi-layer welding of 40 mm Q690D high-strength steel for construction machinery, using MAG dual wire 500 A plus 400 A and 3 mm robot oscillation. The reported result is impact energy of at least 47 J at -40°C, tensile strength of at least 690 MPa, and 25 percent savings in welding materials.
Together, these cases show something important: the provider is not limited to one kind of industrial project. The process is being applied to motor parts, battery-related parts, and heavy structural steel.
A provider that understands industrial MIG welding should be able to explain how gas choice affects weld quality and efficiency.
Hehua gives clear examples. It lists 80 percent Ar plus 20 percent CO₂ for carbon steel and stainless steel with low spatter and bright welds, Ar plus 30 percent He for aluminum-magnesium alloy with deeper penetration and no porosity, and pure CO₂ for thick plate applications where cost control matters but spatter is slightly higher. It also states that robot plus power supply energy consumption is 8 kW, saving 30 percent compared with manual welding of the same specification.
This is useful because it shows the supplier is managing welding as an engineered process, not just as manual operation.
Finally, industrial buyers should look at how well the provider controls data and process traceability.
Hehua states that it uses ISO 15614-1 MAG welding process certification. It also lists online laser seam tracking for real-time compensation of weld width and offset, with automatic defect marking. The traceability section says QR code engraving records furnace number, welder number, current, voltage, and speed, while each batch includes first-piece profile, stretching and bending checks, plus 10 percent appearance inspection and ultrasonic sampling during mass production.
This matters because traceability is one of the clearest signs that a provider can support industrial projects over time, especially when customers need repeatability and faster root-cause response.
When choosing an industrial MIG welding provider, buyers should look beyond whether the factory can weld steel. A reliable supplier should be able to support different materials, seam types, thickness ranges, and batch sizes through a process that is structured, measurable, and repeatable.
Based on the information published by Hehua Machinery, that evaluation should include process range, equipment fit, application cases, gas selection, surface quality control, and traceability. These are the factors that help determine whether a provider is prepared for real industrial production rather than just isolated welding tasks.

 AddressNo. 66 Xingpu Road, Lujia Town,Kunshan City, Factory Buildings 3 and 4
AddressNo. 66 Xingpu Road, Lujia Town,Kunshan City, Factory Buildings 3 and 4  en
en
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian




 Message
Message