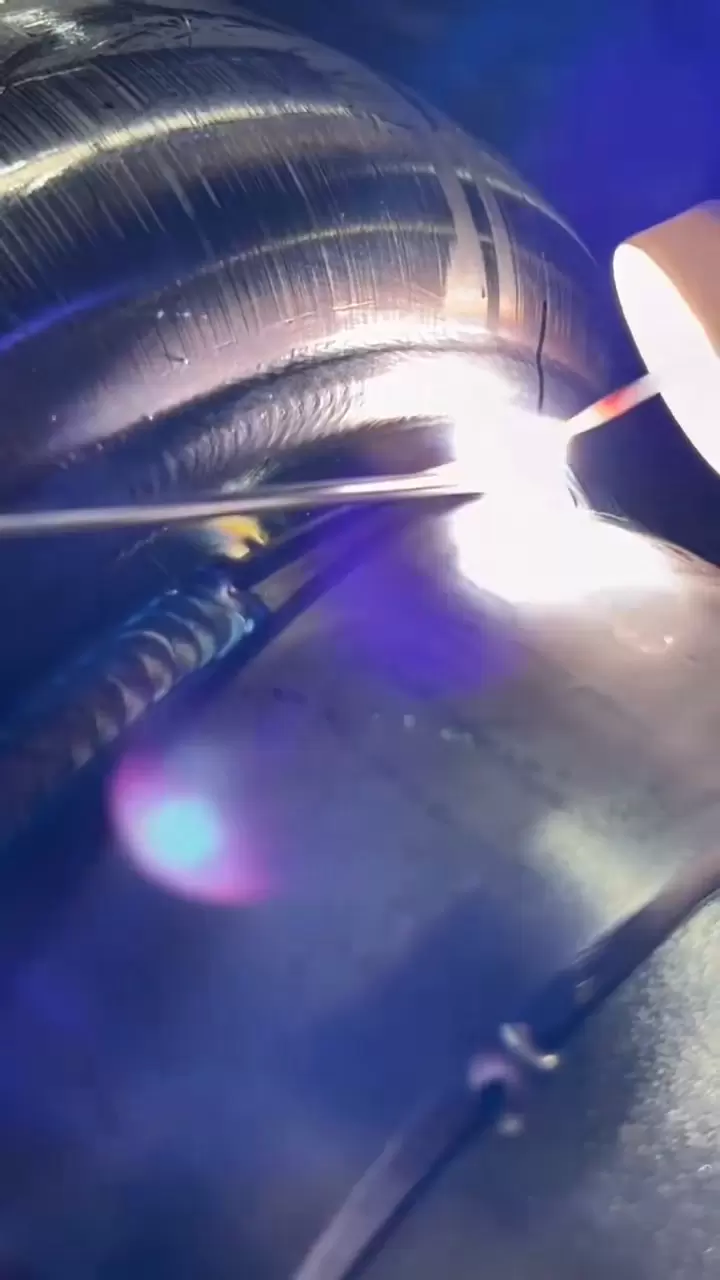
1、Process Introduction | What problems can argon arc welding solve?
Ultra high weld quality: Inert argon gas full protection, no splashing, no porosity, first pass rate ≥ 99%, radiographic inspection grade I film rate ≥ 98%
Extremely thin plate weldable: current lower limit of 5 A, wall thickness of 0.3 mm, stainless steel pipe butt joint without burning through, deformation ≤ 0.1 mm
High aesthetic appeal: The fish scale pattern on the weld seam is uniform, with Ra ≤ 1.6 µ m, and can be directly brushed or electropolished without the need for polishing
All position welding: Six axis robot+swinging mechanism, realizing circumferential seam, vertical welding, upward welding, and narrow gap internal welding
Full material coverage: carbon steel, stainless steel, titanium, aluminum, copper, nickel based alloys, dissimilar metals (steel aluminum, copper stainless steel)
2、Capabilities
| Item | Parameter |
|---|---|
| Maximum Workpiece Size | 3500×1500×800 mm (Robot Arm Reach) |
| Plate Thickness Range | 0.3 mm – 12 mm (Single Pass) |
| Weld Type | Butt, Fillet, Circumferential, Vertical, Overhead, Narrow Gap |
| Welding Position | All Position (Flat, Horizontal, Vertical, Overhead, 360° Circumferential) |
| Surface Quality | Undercut-free, Porosity-free, Ra ≤ 1.6 µm |
| Mechanical Properties | Tensile Strength ≥ 95% Base Metal, -40℃ Impact ≥ 47 J (Carbon Steel) |
3、Our Equipment
Fronius MagicWave 5000 ACDC + FANUC M-20iA
500 A square wave AC/DC, aluminum magnesium alloy without splashing; Robot repetition ± 0.02 mm
Lincoln INVERTEC V350-PRO + KUKA KR30 HA
350 A DC pulse, specifically designed for titanium alloy/stainless steel ultra-thin plates
Miller Dynasty 350 AC/DC Handheld Set x 6 sets
Manual welding repair, first piece sampling, real-time current/voltage monitoring
Automatic ring seam TIG special machine with a diameter of 600 mm
0-90 ° tilt, 0.1-10 rpm stepless speed regulation, suitable for pressure vessel head ring seam
4、TIG Welding Case Studies | Typical Application Cases
Material: 6063-T5 extruded profile, wall thickness 2 mm
Weld seam: corner joints on all sides, with a total length of 1.4 meters, requiring IP66 sealing
Process: AC 220 A square wave, pulse frequency 2 Hz, interlayer temperature ≤ 80 ℃
Result: Silver white weld seam, helium leak detection ≤ 1 × 10 ⁻⁶ Pa · m ³/s, monthly production of 100000 pieces with no leakage
Material: Ti-6Al-4V Φ 4 mm thin-walled tube
Weld seam: circumferential seam docking, protective gas Ar+He mixture
Process: DC pulse 40 A, back argon tray protection, oxygen content<50 ppm
Result: Tensile strength ≥ 950 MPa, fatigue passed 10 times, no oxidation discoloration
Material: SUS304 δ=0.6 mm corrugated plate
Weld seam: 360 ° circumferential seam, appearance mirror requirement
Process: Low frequency pulse 80A, swing amplitude 2mm, pure argon protection
Result: Ra ≤ 0.4 µ m, can be directly electrolytic polished, batch of 1.2 million pieces without rework
5、 Quality and traceability
ISO 15614-1 TIG Welding Process Certification
Online argon arc welding tracking: real-time recording of current, voltage, and speed, QR code engraving traceability
Each batch: First piece X-ray+stretching+bending, 10% appearance inspection for mass production
Helium mass spectrometer leak detector: leakage rate ≤ 1 × 10 ⁻⁶ Pa · m ³/s (aluminum box case)
Trust Reliability
Years of export experience to global markets, proving our reliability in quality, logistics, and compliance.
Certified quality management and standardized production ensure reliable and repeatable results for every order.
What tolerances can you achieve?
Our standard tolerance for CNC machining is DIN-2768-1-f (fine)or +/-0.01mm. For high-precision requirements, we can achieve tolerances as tight as +/-0.005mm depending on the geometry and material.
What surface finishes do you offer?
We provide one-stop surface treatment services, including: As-machined (De-burred) Sandblasting Anodizing (Type ll Type III)Polishing Mirror Polishing Powder Coating Painting Laser Engraving (Logo/Text)
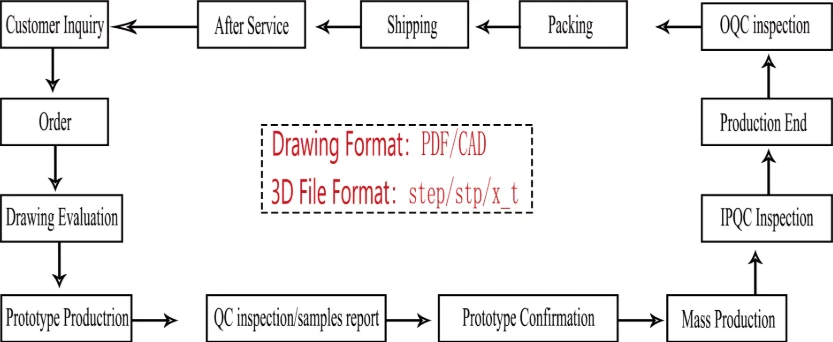
How fast can I get a quote?
Send us your 3D files (STEP/IGES) and 2D drawings (PDF). Our engineering team will analyze them and provide a detailed quote within 6-12 hours.
What is your typical lead time?
Prototypes: 3-7 days Production 10-20 days We also offer an Expedited Service for urgent projects.
Do you provide samples before mass production?
Yes, we always recommend making a pre-production sample for approval. We will send you photos/videos or ship the physical sample to you for verification before running the full batch.
What if the parts do not meet the specifications?
We have a strict Quality Control policy. If the parts do not meet the drawing specifications, we will remake them for free or provide a full refund. We stand behind our quality 100%.
What materials can you machine?
We work with a wide range of materials including: Metals, Aluminum (6061, 7075), Stainless Steel (303, 304, 316), Brass, Copper, Titanium Plastics: ABS, POM(Delrin), PEEK, Nylon, Polycarbonate. If you need a special material, just let us know.

 AddressNo. 66 Xingpu Road, Lujia Town,Kunshan City, Factory Buildings 3 and 4
AddressNo. 66 Xingpu Road, Lujia Town,Kunshan City, Factory Buildings 3 and 4  en
en
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Message
Message