1、Process Introduction | What can robot welding solve?
High consistency: repeatability accuracy ± 0.05 mm, stable weld appearance and penetration depth, eliminating manual fluctuations
High speed: MIG speed can reach 1.2 m/min, which is 2-3 times faster than manual operation
Complex path: Six axis linkage+external axis, completing spatial curves, intersecting lines of circular pipes, and welding on the inside of narrow cavities
Controllable thermal input: pulse/dual pulse/cold metal transition (CMT) mode, reducing sheet deformation ≤ 1 mm
Multi process switching: MIG/MAG/TIG/plasma arc/laser composite, one machine for multiple purposes
2、Capabilities
| Item | Parameter |
|---|---|
| Maximum Workpiece Size | 3500 × 1500 × 800 mm (with 2-axis positioner) |
| Material Thickness | 0.8 mm – 60 mm |
| Material Types | Carbon Steel, Stainless Steel, Aluminum, Copper, Titanium Alloy, Chrome Molybdenum Steel |
| Weld Types | Fillet, Butt, Lap, Circumferential, Spatial Intersecting Lines |
| Welding Positions | Flat, Horizontal, Vertical, Overhead, All-position |
| Batch Capacity | 1 – 1,000 pieces/batch, 24-hour continuous operation |
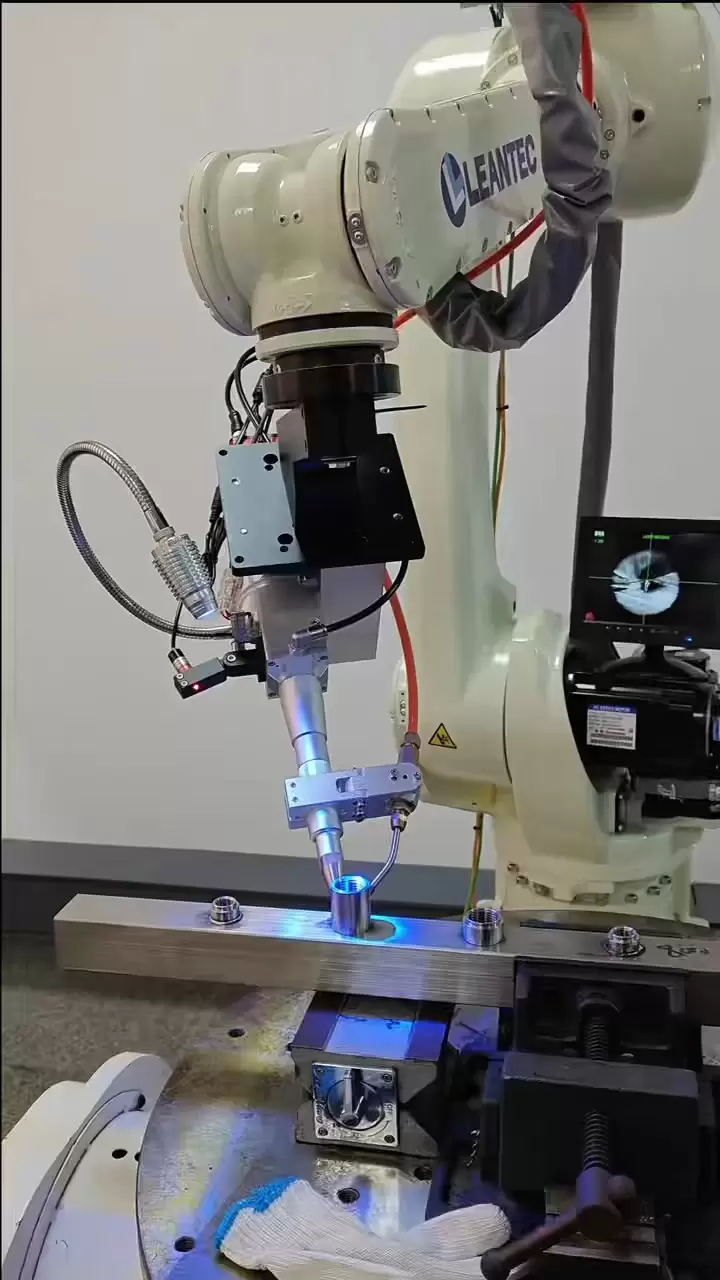
3、Our Equipment
Fanuc M-20iA + Lincoln Power Wave i400
Six axis load of 20 kg, with a repeatability accuracy of ± 0.02 mm
Pulse MIG/MAG, aluminum thickness 1 mm-20 mm without splashing
KUKA KR30-3 + Fronius TPS 500i
External two axis positioner, with a rotation diameter of 3.5 meters
Carbon steel thick plate multi-layer and multi pass welding, single side 60mm penetration
ABB IRB 4600+laser composite head 4 kW
Laser MIG composite, speed 2 m/min, deformation<0.5 mm
Specially designed for long welds on stainless steel sheets
Yaskawa MA1440+TIG cold wire
Titanium alloy and chromium molybdenum steel pressure vessels, with root welding and wire filling completed in one go
Cleanroom level gas protection chamber, oxygen content<50 ppm
4、Welding Case Studies | Robot Welding Cases
Weld seam: 4-meter-long peripheral corner weld seam+internal reinforcement overlap
Process: Pulse MIG, dual robot dual station alternating
Result: Welding speed 1.0 m/min, deformation ≤ 1 mm, X-ray primary film rate 99%
Beat: 90 seconds per piece, daily production of 960 pieces
Weld seam: 30mm thick butt joint+70 ° groove
Process: Robot MAG multi-layer and multi pass, external axis flipping
Result: The impact energy at -20 ℃ is ≥ 80 J, which meets the European CE certification
Delivery: Monthly production of 300 moving arms, with a first-time pass rate of 98%
Weld seam: Ti-6Al-4V thin-walled 1.5 mm TIG butt joint
Process: Robot cold wire TIG+clean room, oxygen content<30 ppm
Result: The weld color is silver white, without oxidation, and the tensile strength is ≥ 950 MPa
Testing: Through aerospace customer CT+ultrasound dual inspection
5、 Quality and Certification
ISO 3834-2 Welding Quality System
EN 1090-EXCEL3/EN 15085-CL1 Certification for Steel Structures/Rail Vehicles
AWS D1.1/D1.2 Carbon Steel/Aluminum Structure Certification
Each weld seam is accompanied by a UII number, QR code scanning to trace parameters, welding wire, and gas batch
6、 Why choose robot welding?
24-hour continuous production reduces lead time by 40%
Weld repair rate<1%, saving costs for subsequent polishing/welding repairs
Data loop: Real time upload of welding current, voltage, and speed to MES, one click generation of PDF report
Flexible programming: New product can complete offline programming in 30 minutes without stopping the machine for teaching
Trust Reliability
Years of export experience to global markets, proving our reliability in quality, logistics, and compliance.
Certified quality management and standardized production ensure reliable and repeatable results for every order.
What tolerances can you achieve?
Our standard tolerance for CNC machining is DIN-2768-1-f (fine)or +/-0.01mm. For high-precision requirements, we can achieve tolerances as tight as +/-0.005mm depending on the geometry and material.
What surface finishes do you offer?
We provide one-stop surface treatment services, including: As-machined (De-burred) Sandblasting Anodizing (Type ll Type III)Polishing Mirror Polishing Powder Coating Painting Laser Engraving (Logo/Text)
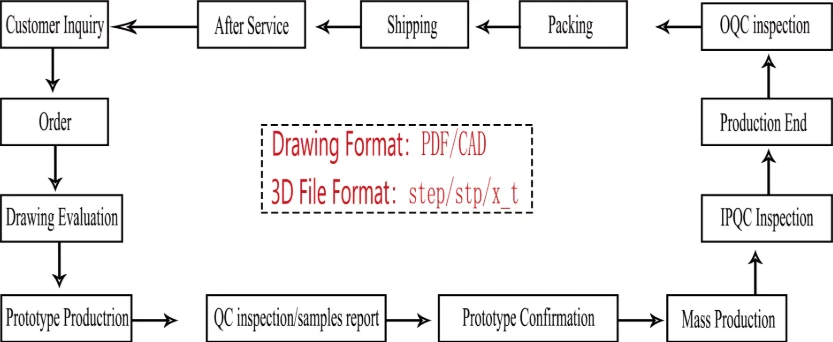
How fast can I get a quote?
Send us your 3D files (STEP/IGES) and 2D drawings (PDF). Our engineering team will analyze them and provide a detailed quote within 6-12 hours.
What is your typical lead time?
Prototypes: 3-7 days Production 10-20 days We also offer an Expedited Service for urgent projects.
Do you provide samples before mass production?
Yes, we always recommend making a pre-production sample for approval. We will send you photos/videos or ship the physical sample to you for verification before running the full batch.
What if the parts do not meet the specifications?
We have a strict Quality Control policy. If the parts do not meet the drawing specifications, we will remake them for free or provide a full refund. We stand behind our quality 100%.
What materials can you machine?
We work with a wide range of materials including: Metals, Aluminum (6061, 7075), Stainless Steel (303, 304, 316), Brass, Copper, Titanium Plastics: ABS, POM(Delrin), PEEK, Nylon, Polycarbonate. If you need a special material, just let us know.

 AddressNo. 66 Xingpu Road, Lujia Town,Kunshan City, Factory Buildings 3 and 4
AddressNo. 66 Xingpu Road, Lujia Town,Kunshan City, Factory Buildings 3 and 4  en
en
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Message
Message