1. Process Introduction | What problems can laser welding solve?
Minimal heat affected zone: laser focusing Ø 0.2-0.6 mm, HAZ ≤ 0.3 mm, thin plate deformation<0.1 mm, no need for subsequent leveling
High aspect ratio: Lock hole effect with a depth to width ratio of 10:1, penetrating 0.1-8 mm at once without the need for multiple layers or channels
High precision trajectory: Six axis robot+real-time weld seam tracking, repeatability accuracy ± 0.05 mm, controllable weld seam width 0.5-1.5 mm
High speed cycle: 2-4 m/min for 1 kW thin plate, 1-1.5 m/min for 3 kW medium thick plate, 3-5 times faster than traditional TIG
Wide material compatibility: Carbon steel, stainless steel, aluminum, copper, titanium, and dissimilar metals (aluminum steel, copper stainless steel) can be formed in one go
2. Capabilities
| Item | Parameter |
|---|---|
| Maximum Single Part Size | 3500 × 1500 × 800 mm (Robot Arm Reach) |
| Welding Thickness | 0.1 mm – 8 mm (Single-sided penetration) |
| Weld Types | Butt, Fillet, Lap, Circumferential, 3D Curved Seam |
| Positioning Accuracy | ±0.05 mm (Robot + Tracking) |
| Surface Quality | Free of pores & undercuts, Ra ≤ 1.6 µm, Ready for brushing/polishing |
| Batch Capacity | 1 – 100,000 pieces/batch, 24-hour continuous operation |
3. Our Equipment
IPG 6 kW fiber laser+FANUC M-20iA
Six axis robot, arm span 1811 mm, repeat ± 0.02 mm
Suitable for 1-6 mm stainless steel/aluminum long straight seams, with a speed of 1.5 m/min
Trumpf 4 kW Disk + KUKA KR30 HA
High dynamic arm, HA version repeat ± 0.02 mm, with weld seam tracking
Special welding of 0.5-4mm reflective materials (copper, aluminum) without splashing
SCANSONIC remote scanning head 3 kW
Focus scanning width 5-58 mm, swing frequency 1 kHz
Aluminum steel dissimilar material for car door rings, with a lap width of 20mm and one-time welding penetration
1500 W swinging handheld laser welding
The spot size is adjustable from 0-5 mm, suitable for prototype welding repair and bulk first article verification
Scenario without fixtures, changeover<5 minutes
4. Laser Welding Case Studies | Typical Application Cases
Material: 6061-T6 extruded profile, wall thickness 2 mm
Weld seam: continuous corner joints on all sides, with a total length of 1.2 meters
Challenge: Sealing ≤ 1 × 10 ⁻⁶ Pa · m ³/s, deformation ≤ 0.1 mm
Solution: 6 kW fiber laser, scanning head swinging 20 mm, speed 1.2 m/min
Result: The first pass rate was 99.5%, the helium mass spectrometry leak detection passed, and 120000 pieces were produced per month
Material: Copper base plate 3mm+Stainless steel top cover 1mm
Weld seam: Grid sealed weld seam, grid spacing of 8mm
Solution: 4 kW Disk, Cu lead+stainless steel follower, real-time power closed-loop
Result: Tensile and shear strength ≥ 180 N/mm, thermal resistance decreased by 15%, and there was no leakage in a batch of 500000 pieces
Material: Ti-6Al-4V Wall thickness 0.2 mm, diameter Φ 8 mm
Weld seam: circumferential seam docking, requiring no oxidation discoloration
Solution: 3 kW laser+local argon chamber, oxygen content<50 ppm
Result: The weld seam is silver white, with a tensile strength of ≥ 950 MPa and a fatigue life of 10 times
5. Quality and traceability
ISO 15614-11 Laser Welding Process Certification
Online vision: real-time photography of weld width, offset, and undercutting, automatic marking of defects
QR code engraving: furnace number+welder number+power+speed, scan the code for full traceability
Each batch: First piece section metallographic+tensile+bending, 10% appearance inspection for mass production
Trust Reliability
Years of export experience to global markets, proving our reliability in quality, logistics, and compliance.
Certified quality management and standardized production ensure reliable and repeatable results for every order.
What tolerances can you achieve?
Our standard tolerance for CNC machining is DIN-2768-1-f (fine)or +/-0.01mm. For high-precision requirements, we can achieve tolerances as tight as +/-0.005mm depending on the geometry and material.
What surface finishes do you offer?
We provide one-stop surface treatment services, including: As-machined (De-burred) Sandblasting Anodizing (Type ll Type III)Polishing Mirror Polishing Powder Coating Painting Laser Engraving (Logo/Text)
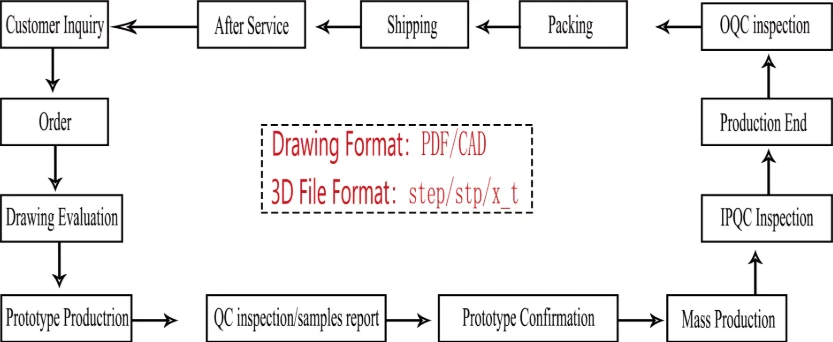
How fast can I get a quote?
Send us your 3D files (STEP/IGES) and 2D drawings (PDF). Our engineering team will analyze them and provide a detailed quote within 6-12 hours.
What is your typical lead time?
Prototypes: 3-7 days Production 10-20 days We also offer an Expedited Service for urgent projects.
Do you provide samples before mass production?
Yes, we always recommend making a pre-production sample for approval. We will send you photos/videos or ship the physical sample to you for verification before running the full batch.
What if the parts do not meet the specifications?
We have a strict Quality Control policy. If the parts do not meet the drawing specifications, we will remake them for free or provide a full refund. We stand behind our quality 100%.
What materials can you machine?
We work with a wide range of materials including: Metals, Aluminum (6061, 7075), Stainless Steel (303, 304, 316), Brass, Copper, Titanium Plastics: ABS, POM(Delrin), PEEK, Nylon, Polycarbonate. If you need a special material, just let us know.

 AddressNo. 66 Xingpu Road, Lujia Town,Kunshan City, Factory Buildings 3 and 4
AddressNo. 66 Xingpu Road, Lujia Town,Kunshan City, Factory Buildings 3 and 4  en
en
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Message
Message